கடந்த பத்து ஆண்டுகளில் உள்நாட்டு பீங்கான் ஓடு துறையின் முக்கிய போக்கு வகையாக முழு மெருகூட்டல் பொருட்கள் உள்ளன, மேலும் முழு மெருகூட்டல் பொருட்களின் உற்பத்தியில் மெருகூட்டல் பின்ஹோல் குறைபாடுகள் மிகவும் பொதுவானவை, மேலும் இது முற்றிலும் தவிர்க்க கடினமாக இருக்கும் உற்பத்தி குறைபாடுகளில் ஒன்றாகும், இது நேரடியாகதயாரிப்பின் மெருகூட்டல் தர விளைவையும், முடிக்கப்பட்ட தயாரிப்பின் சிறந்த விகிதத்தையும் பாதிக்கிறது.. வெற்றிடங்கள், மெருகூட்டல்கள், உற்பத்தி செயல்முறை அளவுருக்கள் மற்றும் துப்பாக்கி சூடு அமைப்புகள் போன்ற பல காரணிகள் பின்ஹோல் குறைபாடுகளை ஏற்படுத்துகின்றன, மேலும் மெருகூட்டல்களில் முழு மெருகூட்டல் மற்றும் முக மெருகூட்டல் ஆகியவை அடங்கும். இந்த ஆய்வறிக்கை முக்கியமாக பின்ஹோல் குறைபாடுகளில் முக மெருகூட்டல் சூத்திர கலவையின் செல்வாக்கை ஆய்வு செய்கிறது, பரந்த துப்பாக்கி சூடு வரம்பு மற்றும் பரந்த அளவிலான பயன்பாடுகளுடன் சூத்திரத்தில் ஃப்ளக்ஸ் விகிதம் மற்றும் மொத்த அளவு ஆகியவற்றுக்கு இடையேயான உறவையும், உயர் வெப்பநிலை பொருள் விகிதம் மற்றும் மொத்த அளவிற்கும் இடையிலான உறவையும் விவாதிக்கிறது, மேலும் விரைவான மற்றும் பயனுள்ள கட்டுப்பாட்டிற்கான தீர்வையும் மெருகூட்டல் பின்ஹோல் குறைபாடுகளைக் குறைப்பதற்கான தீர்வையும் விவாதிக்கிறது.
கிங்யுவானில் உள்ள ஒரு பிரபலமான பீங்கான் நிறுவனத்தில் சோதனை நிறைவடைந்தது, சூளையின் நீளம் 325 மீ, துப்பாக்கி சூடு சுழற்சி 48 நிமிடங்கள், வளைய வெப்பநிலை 1166-1168 °C, முக மெருகூட்டல் ஸ்க்ராப்பிங் மெருகூட்டல் மூலம் பயன்படுத்தப்பட்டது, மற்றும் மெருகூட்டல் முழு மெருகூட்டலுக்கான மெருகூட்டல் முறையால் பயன்படுத்தப்பட்டது, மேலும் 400 மிமீ × 800 மிமீ பரப்பளவில் உள்ள பின்ஹோல் குறைபாடுகளின் எண்ணிக்கை கணக்கிடப்பட்டது. பச்சை உடலின் கலவை, முழு மெருகூட்டல் மற்றும் சோதனையில் பயன்படுத்தப்படும் மெருகூட்டலுக்குப் பயன்படுத்தப்படும் மூலப்பொருட்கள் அட்டவணை 1 இல் காட்டப்பட்டுள்ளன.
2.1 துளைகளில் ஃப்ளக்ஸ் விகிதம் மற்றும் எரிந்த மண்/எரிந்த அலுமினிய விகிதத்தின் செல்வாக்கின் சோதனை.
அசல்: ஆல்பைட் 12, பொட்டாசியம் ஃபெல்ட்ஸ்பார் 31, குவார்ட்ஸ் 20, எரிவாயு கத்தி பூமி 10, எரிந்த அலுமினியம் 22, குறைந்த வெப்பநிலை ஃப்ரிட் 3, நெஃபெலின் 7, சிர்கோனியம் சிலிக்கேட் 9.
காரணி A - ஃப்ளக்ஸ் விகிதம், காரணி B - எரிந்த மண்/எரிந்த அலுமினிய விகிதம் (குவார்ட்ஸ், எரிவாயு கத்தி மண், குறைந்த வெப்பநிலை ஃப்ரிட் அளவு மாறாமல் உள்ளது) உள்ளிட்ட அசல் சதுரத்தின் அடிப்படையில் இரண்டு-காரணி 3-நிலை சோதனை வடிவமைக்கப்பட்டுள்ளது.
A: பொட்டாசியம் ஃபெல்ட்ஸ்பார், 3:1:3 என்ற விகிதத்தில் நெஃபலினுக்கு ஆல்பைட், நிலை A1 (ஆல்பைட் / பொட்டாசியம் ஃபெல்ட்ஸ்பார் / நெஃபலின் = 11/28/10), A2 (ஆல்பைட் / பொட்டாசியம் ஃபெல்ட்ஸ்பார் / நெஃபலின் = 10/25/13), A3 (ஆல்பைட் / பொட்டாசியம் ஃபெல்ட்ஸ்பார் / நெஃபலின் = 9/22/16)
B: 3:5 என்ற விகிதத்தின்படி எரிந்த மண்ணுக்கு எரிந்த அலுமினியம், B1 (எரிந்த அலுமினியம்/எரிந்த மண் = 19/6), B2 (எரிந்த அலுமினியம்/எரிந்த மண் = 16/11), B3 (எரிந்த அலுமினியம்/எரிந்த மண் = 13/16)
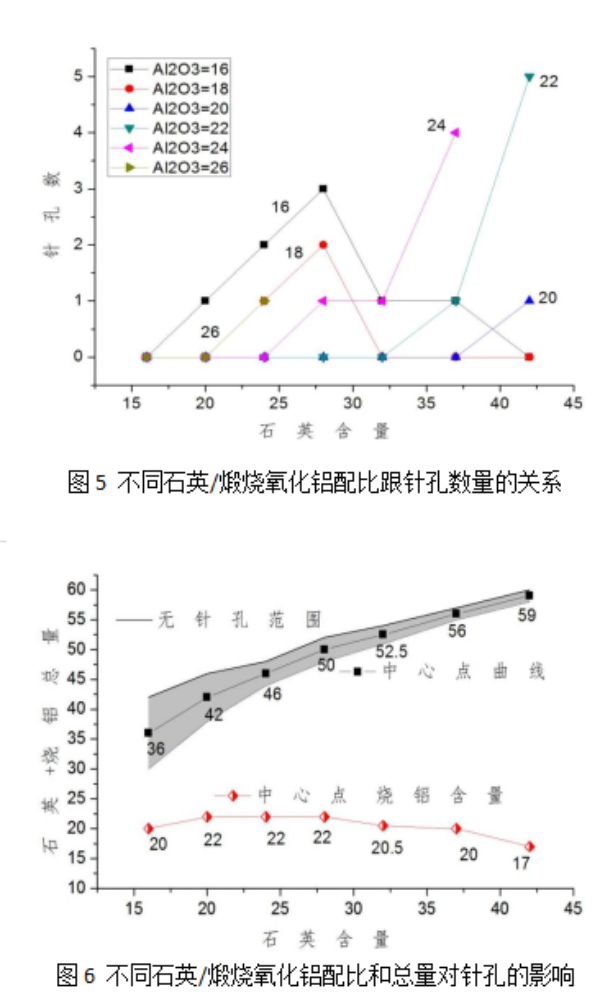
ஊசி துளை குறைபாடுகளை ஏற்படுத்தும் பல காரணிகள் உள்ளன, மேலும் ஊசி துளை இல்லாத முழு மெருகூட்டப்பட்ட மெருகூட்டலின் சூத்திர கலவை மற்றும் பரந்த துப்பாக்கி சூடு வரம்பை பிழைத்திருத்தம் செய்து மேம்படுத்துவது மிகவும் முக்கியமானது. படிந்து உறைந்த சூத்திரத்தில் நெஃபெலின் விகிதம் அதிகரிப்பதன் மூலம், பொட்டாசியம் ஃபெல்ட்ஸ்பார் மற்றும் ஆல்பைட்டின் விகிதம் குறைந்தது, மேலும் ஊசி துளைகள் குறைந்து வரும் போக்கைக் காட்டின. எரிந்த மண்ணின் விகிதம் அதிகரிப்பதன் மூலம், கால்சின் செய்யப்பட்ட அலுமினாவின் விகிதம் குறைகிறது, மேலும் ஊசி துளைகள் அதிகரிக்கும் போக்கைக் காட்டுகின்றன, மேலும் நேர்மாறாகவும். சூத்திரத்தில் அதிக மண் மற்றும் குவார்ட்ஸ் உள்ளடக்கம், ஊசி துளை இல்லாத பகுதி குறுகலாக, நோக்கம் சிறியதாக இருக்கும்.சூத்திரத்தின் பயன்பாடு,நெஃபெலின் மற்றும் கால்சின் அலுமினாவின் உள்ளடக்கம் அதிகமாக இருந்தால், துளைகள் இல்லாத சூத்திரத்தின் நோக்கம் விரிவடையும், மேலும் சூத்திரத்தின் பயன்பாட்டின் நோக்கம் விரிவடையும்.
(1) பின்ஹோல்கள் இரண்டு வகைகளாகப் பிரிக்கப்படுகின்றன: குறைந்த வெப்பநிலை பின்ஹோல்கள் மற்றும் உயர் வெப்பநிலை பின்ஹோல்கள், மேலும் குறைந்த வெப்பநிலை பின்ஹோல்களின் பொதுவான பண்புகள்: பின்ஹோல்களின் எண்ணிக்கை பெரியது, அளவு சிறியது, அதிக எண்ணிக்கையிலான முட்கள் நிறைந்த குறைபாடுகளுடன், மற்றும் ஒற்றை அடி படிந்து உறைந்த துளை அடிப்படையில் உறிஞ்சக்கூடியதாகவோ அல்லது மிகக் குறைவாகவோ இல்லை; உயர் வெப்பநிலை பின்ஹோல்களின் பொதுவான பண்புகள்: பின்ஹோல்களின் எண்ணிக்கை சிறியது, அளவு பெரியது, முட்கள் நிறைந்த வெப்பம் குறைவாக உள்ளது, பள்ளம் குறைபாடுகளுடன் உள்ளது, மற்றும் ஒற்றை-கீழ் படிந்து உறைந்த துளை மை உறிஞ்சுதலில் கனமானது.
(2) உற்பத்தியில் உள்ள ஊசித் துளை குறைபாடுகளுக்கு, அது குறைந்த வெப்பநிலை ஊசித் துளையா அல்லது அதிக வெப்பநிலை ஊசித் துளையா என்பதை முதலில் தீர்மானிக்க வேண்டியது அவசியம். உண்மையான சூழ்நிலையின்படி, குறைந்த வெப்பநிலை ஊசித் துளையைத் தீர்க்க கால்சின் செய்யப்பட்ட அலுமினா விரும்பப்படுகிறது, மேலும் உயர் வெப்பநிலை ஊசித் துளைக்கு சிகிச்சையளிக்க நெஃபெலின் விரும்பப்படுகிறது.
(3) மேற்பரப்பு படிந்து உறைந்த முதிர்வு வெப்பநிலை மற்றும் அதிக வெப்பநிலை பாகுத்தன்மையை மேம்படுத்துவதற்கான கீழ் படிந்து உறைந்த சூத்திரத்தில் உயர் வெப்பநிலை பொருளாக குவார்ட்ஸ், கால்சின் செய்யப்பட்ட அலுமினாவை விட மிகக் குறைவாகவே தெளிவாகத் தெரிகிறது, மேலும் குவார்ட்ஸ் உள்ளடக்கம் அதிகமாக இருந்தால், துளைகள் இல்லாத பகுதி சிறியதாக இருந்தால், அதன் நோக்கம் குறுகலாக இருக்கும்.சூத்திரத்தின் பயன்பாடு.
ஃபோஷன் செராமிக் மெகாசினின் உள்ளடக்கங்கள்
இடுகை நேரம்: நவம்பர்-21-2022








